TECHNISCHE INFORMATIONEN
| Material | Schnittdaten | Vorschub (Wendeplatten Radius abhängig) = fh mm | p=0.1 - 0.3 | ||
|---|---|---|---|---|---|
| R=0.2 | R=0.4 | R=0.8 | |||
| Niedriglegierte | 150-250 | 0,04-0,08 | 0,07-0,1 | 0,08-0,15 | 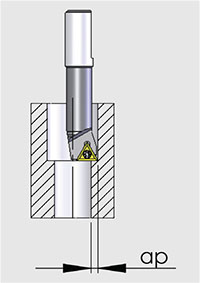 |
| Hochlegierte | 100-200 | 0,04-0,08 | 0,07-0,1 | 0,08-0,15 | |
| Rostfreie | 100-150 | 0,04-0,08 | 0,1-0,15 | 0,1-0,15 | |
| Gusseisen | 90-140 | 0,05-0,08 | 0,08-0,15 | 0,08-0,15 | |
| Aluminium | 200-300 | 0,04-0,08 | 0,05-0,7 | 0,08-0,2 | |
| Vergütetete Stähle | 80-120 | 0,03-0,08 | 0,04-0,05 | 0,05-0,07 | |
HINWEIS: Ist der errechnete Wert entsprechend über der Tabelle (n) als Ergebnis 6000 U / min bei der Berechnung , sollte man diesen Wert n=6000 U/min nicht übersteigen.
HINWEIS 2 : Ist die Bearbeitungstiefe mehr als 4 x D , ist die Schnittgeschwindigkeit um 20 % zu reduzieren. Ist die Bearbeitungstiefe mehr als 6 x D , ist die Schnittgeschwindigkeit um 40 % zu reduzieren.
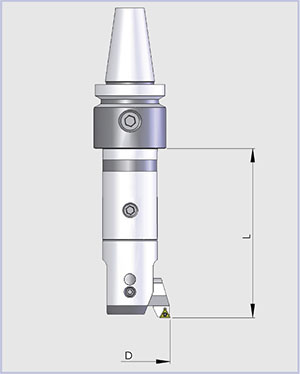
| VC : Schnittgeschwindigkeit D : Berarbeitungs Durchmesser n : Drehzahl Vf : Vorschub fn : (mm/devir/giro) π : 3,14 | Vc = π.D.n/1000 n =Vc.1000/ π.D Vf = n.fn |
|
|---|---|---|
| (L/D > 4) -> Vc= Vcx0.8 (L/D > 6) -> Vc= Vcx0.8 |
||
| Beispiel | D = Ø12 H7 L = 30 n = 3800 dev/dk VC = 140 Vf = 300 mm/dk (R0,4) Malzeme GG20 |
 |
| Beispiel | D = Ø 55 L = 220 n = 1389 dev/dk Vc = 300x0,8 (L/D>4) Vf = 120 mm/dk (RO, 4 uç için) Malzeme Al. |
|
| Beispiel | D = Ø 30,5 L = 100 n = 2500 dev/dk Vc = 240 Vf = 180 mm/dk (RO, 4 / ap=0,03) Malzeme CK45 |
|