TEKNİK BİLGİ
| Malzeme | Kesme Hızı | İlerleme (uç Radyusuna Göre) =fh(mm/revir) | ap=0.1 - 0.3 | ||
|---|---|---|---|---|---|
| R=0.2 | R=0.4 | R=0.8 | |||
| Alışımsız Çelik | 150-250 | 0,04-0,08 | 0,07-0,1 | 0,08-0,15 | 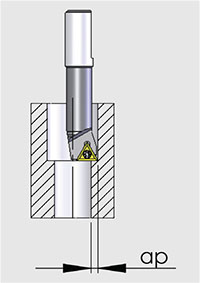 |
| Alışımlı Çelik | 100-200 | 0,04-0,08 | 0,07-0,1 | 0,08-0,15 | |
| Paslanmaz | 100-150 | 0,04-0,08 | 0,1-0,15 | 0,1-0,15 | |
| Döküm | 90-140 | 0,05-0,08 | 0,08-0,15 | 0,08-0,15 | |
| Alüminyum | 200-300 | 0,04-0,08 | 0,05-0,7 | 0,08-0,2 | |
| Isıl İşlemli Çelik | 80-120 | 0,03-0,08 | 0,04-0,05 | 0,05-0,07 | |
NOT 1 : Tabloya göre uygulanan devir (n) hesabının sonucu 6000 dev/dk nın üzerinde çıkan hesaplamalarda n= 6000 dev/dk olarak alınmalıdır.
NOT 2 : İşleme derinliği işleme çapının 4 katına çıkarsa kesme hızı %20 işleme derinliği işleme çapının 6-7 katına çıkarsa kesme hızı %40 düşürülmelidir. Ve “op” değeri 0.025~0.05 mm arası olmalıdır.
| VC : Kesme hızı D : İşleme çapı n : Devir Vf : Kesme ilerlemesi fn : (mm/devir/giro) π : 3,14 | Vc = π.D.n/1000 n =Vc.1000/ π.D Vf = n.fn |
|
|---|---|---|
| (L/D > 4) -> Vc= Vcx0.8 (L/D > 6) -> Vc= Vcx0.8 |
||
| Örnek | D = Ø12 H7 L = 30 n = 3800 dev/dk VC = 140 Vf = 300 mm/dk (R0,4) Malzeme GG20 |
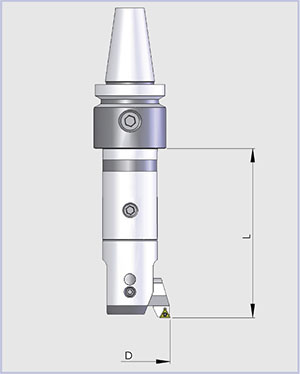 |
| Örnek | D = Ø 55 L = 220 n = 1389 dev/dk Vc = 300x0,8 (L/D>4) Vf = 120 mm/dk (RO, 4 uç için) Malzeme Al. |
|
| Örnek | D = Ø 30,5 L = 100 n = 2500 dev/dk Vc = 240 Vf = 180 mm/dk (RO, 4 / ap=0,03) Malzeme CK45 |
|